

Seamless vs. ERW Pipe
The definitive guide to comparing yield strengths, pressure ratings, and the 1.0 vs 0.85 Joint Efficiency Factor.
Read Guide
What is ERW Pipe?
Electric Resistance Welded pipe is manufactured by cold-forming a flat steel strip into a continuous tube.
Read Guide
What is Seamless Pipe?
Seamless Pipe (SMLS) is extruded from a solid steel billet, providing uniform strength across the entire diameter.
Read Guide
What is DSAW Pipe?
Double Submerged Arc Welded pipe is formed from steel plates. Essential for large-diameter, heavy-wall civil work.
Read Guide
benefits of spiral steel pipe
Spiral pipe, technically known as Spiral Submerged Arc Welded (SSAW) pipe, has become a cornerstone in heavy civil construction.
Read Guide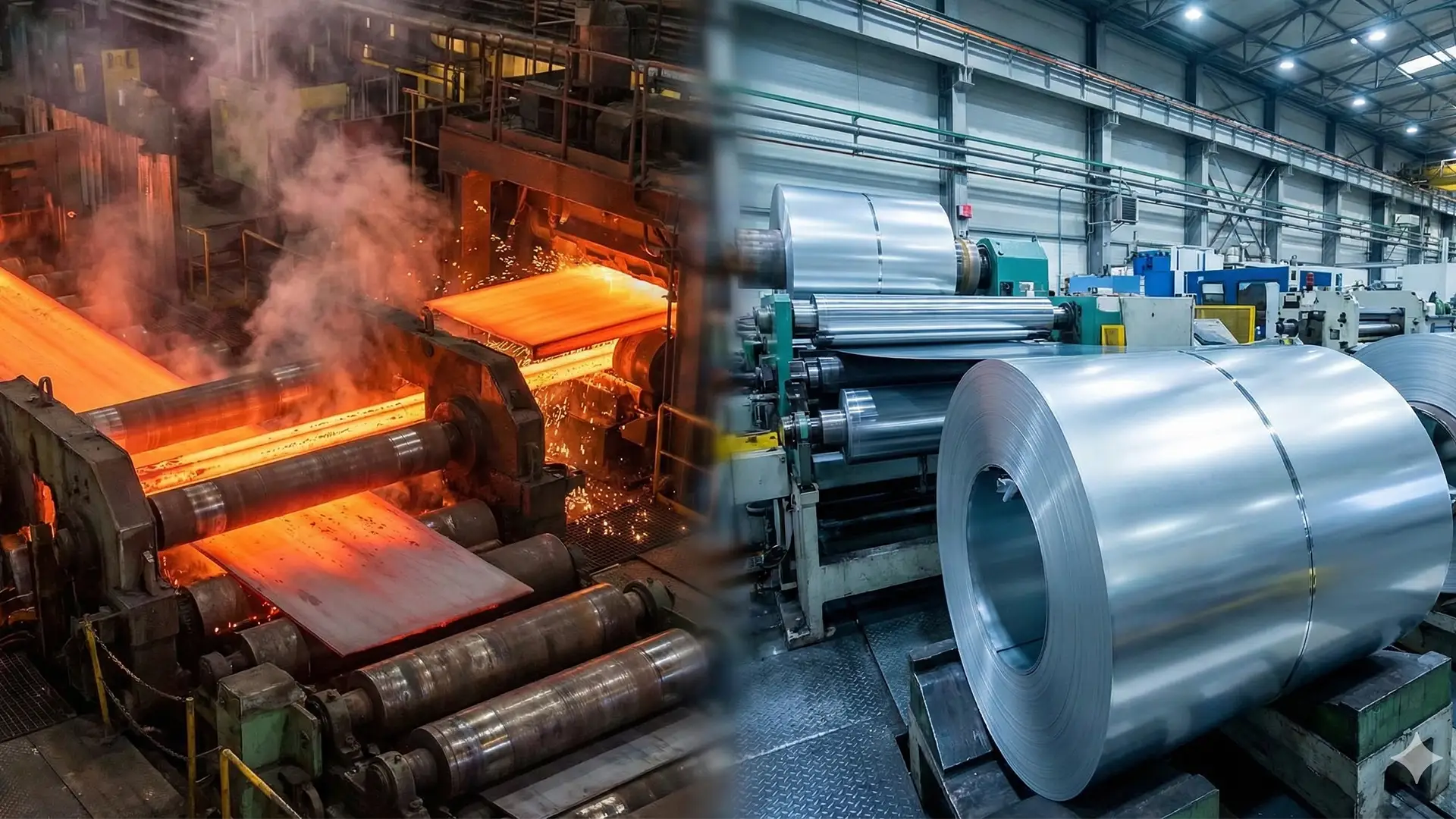
Hot vs. Cold Rolled Steel
Understanding the mill temperatures and rolling processes that define a pipe's finish, tolerance, and yield strength.
Read Guide
Welding Procedures (AWS D1.1)
Overview of AWS D1.1 structural welding code for pre-heating, joint preparation, and splicing heavy wall pipe.
Read Guide
Types of Pipe Ends
A complete visual guide to specifying Plain End (PE), Beveled End (BE), and Threaded & Coupled (T&C) finishes.
Read Guide
Understanding Mill Rolling Schedules
How to time your bulk pipe orders by tracking domestic and international steel mill production cycles.
Read GuideThe Science of Steel Pipe Manufacturing
From structural integrity to cost efficiency, the method matters.
The structural capabilities of a tubular product are determined long before it reaches the job site. In the world of heavy civil engineering, the specific pipe manufacturing method chosen at the steel mill—whether extruding a solid billet into Seamless Pipe or cold-forming coiled steel into Electric Resistance Welded (ERW) pipe—dictates the product's maximum allowable pressure, dimensional tolerances, and suitability for deep foundation work.
For decades, seamless pipe was the undisputed standard for high-stress applications due to the inherent vulnerability of weld seams. However, modern high-frequency welding techniques have revolutionized the ERW and DSAW (Double Submerged Arc Welded) markets. Today, a properly tested, radiographed weld seam can offer near-identical structural integrity to a seamless product, often at a fraction of the weight and cost.
When projects demand massive outside diameters—such as caissons for bridge foundations or heavy civil marine bulkheads—engineers rely on SSAW (Spiral Submerged Arc Welded) pipe. By spiraling the steel coil, manufacturers can produce incredibly large diameters without the need for massive, specialized longitudinal forming plates.
Beyond the primary forming process, understanding secondary metallurgical treatments is vital. Distinguishing between Hot Rolled vs. Cold Rolled steel provides estimators with insight into the pipe's surface finish, malleability, and exact dimensional accuracy. Our archive is designed to give you the technical clarity required to specify the right pipe, manufactured the right way, for your exact application.
Need Processing for your Pipe?
Explore our fabrication and finishing services before it hits your job site.